PACKAGE TYPES
Tea and coffee bags
These are made from very light-weight porous tissues. There are heat-sealed bags where the fibre structure (grammage ∼17 g/m2) contains a heat sealable fibre, such as PP. Bags may be flat, square, four side perimeter sealed, or they may be round or pyramidal in shape. Another design is folded and stapled giving a larger surface area for infusion and using a lighter weight tissue (∼12 g/m2). All these bags are closely associated with the machinery that forms, fills and seals the bags – both types may have strings and tags. It is possible to link such machines with enveloping machines that can comprise paper, or paper laminated or coated, with moisture and gas barrier properties. Tea and coffee bag packing machines can include, or be linked to, cartonning or bagging machines.
Paper bags and wrapping paper
The paper bag is the traditional type of packaging where the product is packed at the point of sale, typically, in stores and markets where fruit and vegetables are sold and in bakeries for fresh bread and cakes. Manual wrapping using precut sheets is also widely used, e.g. in butchers shops and for fish and chips. The paper-based carrier bag with handles of various types is used for assorted items in retail shopping, and for luxury items and gifts where paper-based decorative finishes are used.
Sachets/pouches/overwraps
These comprise paper-based flexible packaging, involving paper with plastics, frequently PE. Where additional barriers are required, aluminium foil or metallised PET is incorporated. This packaging requires a heat sealable layer on the inside of the packaging material. Cold seal coatings on the inside of the packaging material can be used for sealing where the product is heat sensitive.
These types of packaging are usually associated with form, fill seal machinery. Horizontal form/fill/seal machines are of two main types. There are those that form a pouch in a horizontal plane with the product filled vertically. These machines can form a base gusset (Fig. 8.11).
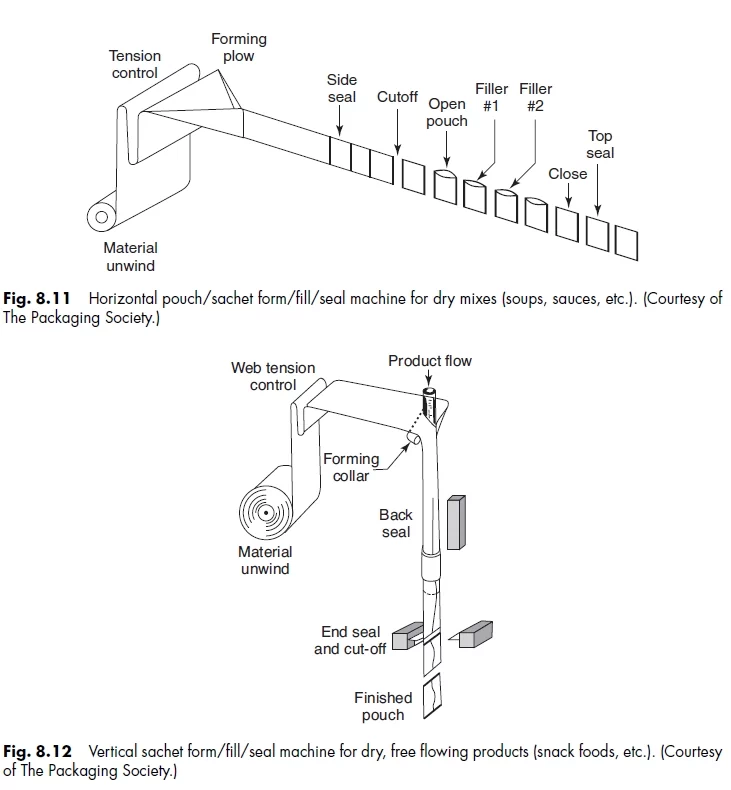
Vertical form/fill/seal machines are used to pack free-flowing food materials and liq- uids. Packs made in this way are either flat, or incorporate gussets and block (flat) bottoms (Fig. 8.12).
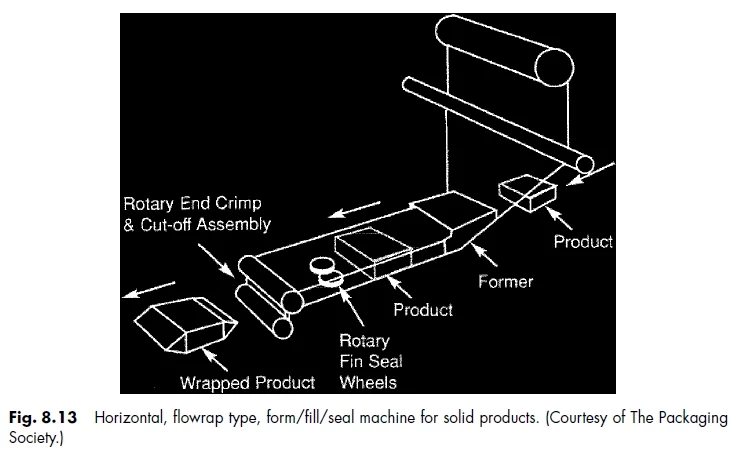
There is also the flow wrap type that is used to pack single solid items horizontally, such as confectionery bars or multiple products already collated in trays (paperboard) (Fig. 8.13).
There are machines that form bags around mandrels, sealing being made with adhesives, so that they have a rectangular cross section and a block bottom. (This type of machine can also wrap a carton around the paper on the same mandrel to form a lined carton.)
Roll wrap machines pack rows of items, e.g. biscuits and sugar confectionery. Individual confectionery units may be wrapped in waxed paper for moisture protection and to prevent them sticking together.
Overwrapping square or rectangularly shaped cartons, with paper coated with PE or wax with neatly folded heat sealed end flaps is also used, e.g. confectionery.
Multiwall paper sacks
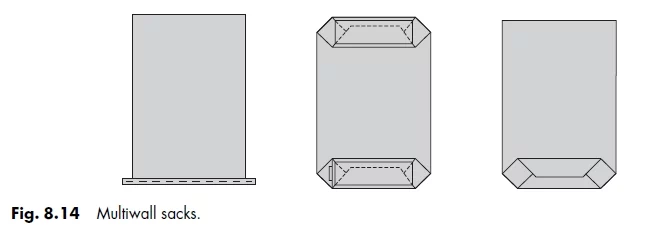
Multiwall paper sacks are made from between two and six plies or layers of paper. The spec- ifications vary according to the needs of the product and the output required. The differences concern the design of opening through which the product is filled, the design of the opposite end, the closure and the style of the sides, which may be a single crease or gussetted for ease of stacking (Fig. 8.14).
The open mouth sack is closed either by sewing through a strip of creped paper folded over the edges of what was the opening, or with a metal tie. The other design of opening is the valve, a small paper tube, inserted in one corner of a pasted end, again there are several basic designs. The main type of paper used is natural brown kraft paper, which has good strength properties relating to tensile strength,% stretch, tensile energy absorption, burst strength, tear strength and where necessary, wet strength. Air permeability is important for the filling rate of powders in valved sacks and any sack filling of an aerated product. Water absorption can be important. Surface friction is relevant to pallet stacking and safety.
Where the product requires moisture protection, the moisture vapour transmission rate is important, and there are various ways of achieving a low rate from the use of specially inserted PE bag liners to the use of PE or wax-coated paper, PVdC and aluminium foil laminations.
The use of a bleached kraft outer ply can enhance appearance. Tougher paper in the form of extensible microcreped kraft and creped kraft is also used. Creping gives enhanced stretch properties in the MD of the paper.
Many different food products are packed in multiwall paper sacks. Examples include: sugar, dried milk, whey powder, coffee beans, flour, peanuts, potatoes and other fresh vegetable products. Traditionally, this form of packing was used for the shipment of product in bulk. Smaller multiwall sacks are now used for retail packs. They can incorporate a carrying handle and a window for product visibility, e.g. for potatoes, and also for dry pet food.
Folding paper boxes, folding cartons
Folding paper boxes and cartons are widely used in the retail packaging of food products. They are printed paperboard boxes that are supplied to the packaging machine either flat or folded flat. They are used to package a wide range of food products. These range from cereals, frozen and chilled foods, ice cream, chocolate and sugar confectionery, cakes and biscuits, coffee, tea, convenience food mixes (snack soups), dried food products (raisins) and food supplements in the health care market.
Products may be packed in direct contact with the inside of the paperboard, or they may have already been packed in another form of packaging, such as a can, bottle, sachet, bag, collapsible tube, plastic trays or pots.
The choice of paperboard used for folding paper boxes depends on the needs of the product in packing, distribution, storage and use, and on the surface and structural design. The basic choice is between solid bleached board (SBB), solid unbleached board (SUB), folding box board (FBB) and white lined chipboard (WLC).
The protective properties of the paperboard may have been enhanced by the laminations, dispersion coatings, plastic extrusion coatings and other treatments, already discussed, in order to meet specific product needs.
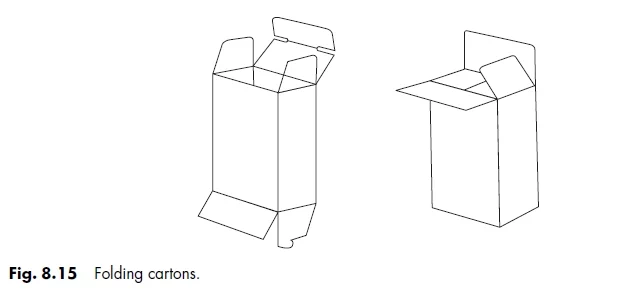
Folding cartons, or folding paper boxes meet many packaging needs and can be made in a wide variety of designs (Fig. 8.15). Most printed paper boxes are rectangular or square in cross section. The type of product to be packed, the method of filling and the way the cartons will be distributed, displayed and used will influence the dimensions and design in general. Rectangular shapes are easy to handle mechanically, especially when packed in large volumes at high speeds. The design may be for end loading, e.g. cereals, or top loading, e.g. tea bags.
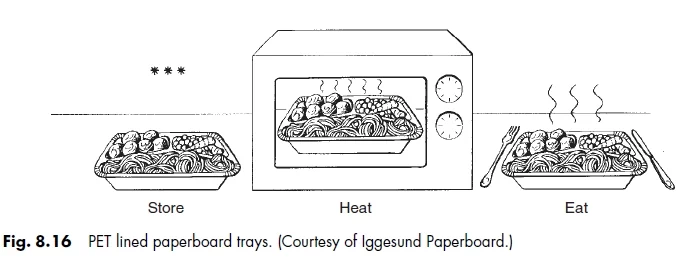
Paperboard may be formed into trays either by heat sealing, locking tabs and slots or by gluing with hot melt adhesive depending on the application. PET-lined paperboard can be deep drawn to a depth of 25 mm, or 45–50 mm in two stages. This type of tray can be used for a ready meal for frozen or chilled distribution and reheating at up to 200◦C in either a microwave or a radiant heat oven. It could have a peelable heat sealable printed paperboard or plastic lid and be packed in a paperboard sleeve or carton (Fig. 8.16).
The early developments in microwave foods provided convenience and rapid heating. It was not suitable for products where browning or a degree of crispness was expected. Developments in microwave food formulations, which improved their performance in the microwave oven, and the use of susceptors in the packs has widened the range of foods suitable for this application. Susceptors absorb microwave energy and heat food rapidly, mainly by contact, and induce crispness and localised browning. Susceptors usually comprise aluminium metallised plastic film, such as PET, laminated to paper or paperboard. Inconel, nickel/chromium, susceptors can be used to induce even higher temperatures. The use of susceptors in this way is an example of active packaging.
The printed paper boxes may be lined by the carton maker with a flat tube of a flexible barrier material that is inserted during folding carton manufacture. The flexible material is usually heat sealable – examples include paper/aluminium foil/PE and laminations of plastic films. The lined paper boxes are supplied folded flat to the packing/filling machine. One end of the liner is heat sealed and after filling, the other end is sealed and the carton flaps closed. This type of carton is used for ground coffee, dry foods and liquids. A lined carton may be fitted with a plastic hinged lid incorporating a tamper evident diaphragm.
In another type of lined boxes, flat carton blanks and a roll of the material to be used as the liner, frequently bleached kraft paper, are supplied to the packing machine. Firstly, the paper is formed around a solid mandrel. The side seam and base is either heat-sealed or glued with adhesive, depending on the specification. The carton is then wrapped around the liner with the side seam and base sealed with adhesive. The product is filled and both liner and carton sealed/closed. This type of pack is suitable for the vertical filling of powders, granules and products, such as loose filled tea. Folding carton boxes can have windows or plastic panels for product display, e.g. spirits.
Paper printed boxes may have separate lids and bases, flanged or hinged lids. A display outer is a carton that performs two functions. At the packing stage it is used as a transit pack or outer. When it arrives at the point of sale the specially designed lid flaps are opened and folded down inside the carton and the transit pack becomes a display pack or display outer. This form of pack is frequently used to pack a number of smaller items that are sold separately, e.g. confectionery products also known as countlines. On other designs of folding carton, lid panels, or flaps, may close as a tuck-in-flap, flip top, locked, glued or be heat sealed. Closures may be made tamper evident. Lid flaps that are repeatedly opened and closed during the life of the contents require folding endurance strength to withstand repeated opening and reclosure. In addition, cartons can have internal display fitments or platforms, sleeves can be used for trays of chilled ready meals and multipacks for drinks cans, bottles and plastic yoghurt pots. Cartons can incorporate dispensing devices, carrying handles and easy opening tear-strip features for convenience in handling and use. Packaging cartons can be made into non-rectangular, innovative shapes, such as packaging for Easter Eggs.
Folding paper boxes can be produced in creatively designed shapes and printed, varnished, laminated or otherwise finished for luxury food products, such as expensive spirits and chocolate confec- tionery.
Once a specific type of paperboard has been selected, it is necessary to choose a grammage and thickness that will ensure adequate carton box strength at each stage of the packing chain from packing through to use by the consumer.
Folding paper boxes are made as follows: firstly, the surface design is printed on paperboard sheets or reels; secondly, the outline profile of each carton is cut and creased. The flat carton blank that results may be supplied directly to the packer. Alternatively, the flat blank is glued, usually on the side seam and, sometimes, on the base, crashlock style, as well, and folded flat. Both approaches ensure the most efficient use of storage and transit space between the manufacturer and the packer.
There are other processes used in making carton boxes depending on the surface and structural design. These include varnishing, either in-line with printing or off-line in a separate operation, heat-seal coating for blister packaging, embossing, hot foil stamping, window patching and many more.
Liquid packaging cartons
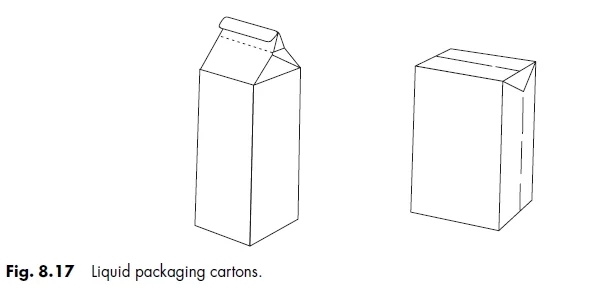
The concept of a liquid food package based on paperboard became a reality when it became technically possible to combine paperboard with an additional moisture and product resistant heat sealable material. This led to the development of leak-proof liquid tight packaging (Fig. 8.17). The first successful package was the gable-topped Pure-Pak patented in 1915 where wax provided the heatsealable and protective barrier properties.
Several styles of liquid pack were subsequently developed. Most were filled through a full aperture top that was subsequently closed and sealed. The cross sections were square, rectangular or circular with the sides tapered. They were supplied to the packaging machine either as flat blanks for erection or as nested premade containers ready for filling. PE replaced wax from the 1950s and an additional development led to a reel fed form/fill/seal approach with the tetrahedral-shaped Tetrapak.
A range of shelf life times are possible depending on how the product is processed prior to filling, the filling conditions, and the conditions of distribution. Products could, for example, be pasteurised prior to filling, the product could be filled hot or the product could be UHT sterilised and filled into a sterilised pack, i.e. aseptically packed. An appropriate paperboard laminate would be selected to maintain quality for the period of the required shelf life.
For fresh products, e.g. milk, with a short shelf life in chilled distribution, i.e. 0 to 4◦C, a two-side PE coated paperboard is used. For a long shelf life in ambient temperature distribution for hot-filled products and for fresh juices in chilled distribution, the barrier of the laminate is extended by a thin layer of aluminium foil. In this case, the lamination would comprise PE/paperboard/PE/ aluminium foil/PE.
The aseptic packaging process whereby a sterile product is filled into sterile containers and sealed under sterile conditions has been described by the Institute of Food Technologists as ‘the most significant food science innovation of the last 50 years’.
This process has been successfully applied to paperboard liquid-packaging to extend shelf life at ambient temperatures. The pack requires the use of the PE/paperboard/PE/aluminium foil/PE laminate. Aluminium foil may be replaced by EVOH, an excellent oxygen barrier, and more easily handled in the domestic waste stream.
The overall result of these packaging, processing and distribution alternatives is that a wide range of liquid-food products are now available in paperboard-based packaging. Examples include milk and milk derived products, juices, soups, non-carbonated water and wine. Liq- uid products containing particulates are usually filled into open top cartons to eliminate the possibility of product interfering with the sealing of form/fill/seal packs.
A wide range of pack sizes is available from several suppliers. Pack sizes range from the single portion tetrahedral Tetra Classic packs with volumes from 20 to 65 mL, through the popular volume range of packs with square or rectangular cross sections of 0.2, 0.33, 0.5, 1.0, 1.5, and 2.0 L cartons. Several designs of single portion pack are available with straws attached and a 250 mL cylindrical container with an easy-open tab has been introduced by Walki. Even larger 4.0 and 5.0 L cartons are available in the Pure-Pak range.
Whilst pack shapes are dominated by the gable top and brick designs based on square and rect-angular cross sections, alternatives are available with shapes based on hexagons, tetrahedrons, wedges, pillow pouch and square cross sections with rounded corners. A major area of design innovation, as a result of consumer demand, in recent years has concerned ease of opening, re-closure and tamper evidence. Many convenience-in-use design features are now available from plastic straws for use with packs having an ease-of-pack-entry feature, plastic screw action clo- sures with a tamper evident feature, peelable foil based tabs and push-fit plastic reclosures, etc.
The production and marketing of liquids in carton boxes is one of the best examples of the integrated or systems approach to packaging whereby all aspects of the pack, filling and distribution are engineered by the manufacturer of the paper boxes working closely with the dairy, food processor or in-house own label retail organisation.
The paperboard used in liquid packaging is usually solid bleached, or unbleached board. This is used because it has an efficient performance in printing, cutting, creasing and folding, and particularly, as it is based on pure cellulose fibre, to protect the product from any packaging- related effect on the flavour and taste of the product. Milk and milk derived products, wine and juices are flavour sensitive products requiring careful handling and packaging.
Careful attention is given to printing and extrusion coating and laminating of the printed paper box to ensure that the materials and processes used do not have an effect on the flavour of the product. (The large gable-top carton design has also been extended to the packaging of free flowing dry foods, such as rice and freeze dried vegetables for the catering market.)
Rigid cartons or boxes
Rigid cartons, or rigid paper boxes as distinct from folding cartons, are erected before being delivered to the packer. The use of rigid cartons for food packaging is virtually confined to the luxury/gift market, such as for chocolate confectionery, preserves and the more expensive bottled wines and spirits.
Rigid boxes typically comprise a baseboard, the type and thickness of which is chosen to meet the customers needs and which is cut and scored. This is corner stayed, in which gummed paper is fixed around the made up corners of the box providing rigidity. The rigid box is covered with a decorative sheet of paper, or paper, film or aluminium foil based laminate, which is also cut to a precise profile to produce a neat finish. Adhesive secures the lining material, which may be printed, to the board.
A wide range of lining materials can be used to create specific visual effects, such as embossing, hot foil stamping and use of fabric materials. Many features can be incorporated in the design, such as hinges, handles, thumb holes, domes, windows, and plastic and paperboard fitments. Most of the operations are manual or machine assisted, and this together with the wide range of lining materials and design elements makes it possible for a wide range of distinctive rigid paper box designs to be constructed.
Paper-based tubes, tubs and composite containers
- Tubes
Small diameter paper-based tubes are used for confectionery; they may be designed with paperboard or plastic ends.
- Tubs
Typically, the ice cream tub must be leak-proof, resistant to the product and suitable for low tem- perature distribution. PE extrusion or wax-coated paperboard meets these needs. Additionally, small tubs are used to pack single portion cream and yoghurt based desserts. Cross sections are circular, elliptical or square with rounded corners. Sides may be straight or tapered.
- Composite containers
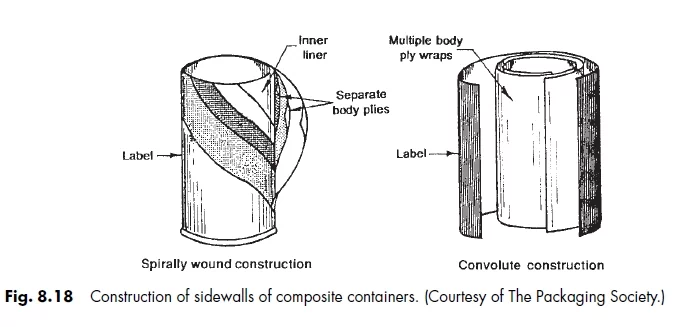
These containers are typically of circular cross section though designs with square and rect- angular cross sections with rounded corners can also be made (Fig. 8.18). They are used for both dry food products, such as tea, powdered or granular mixes and savoury snack products, and for liquids, e.g. non-carbonated drinks. The container bodies comprise paperboard and paperboard laminates with plastic and seamed-on metal ends with either lever lid, snap-on or seamed ring-pull lids.
Fibre drums
Fibre drums are used to transport food products and ingredients in dry, paste or liquid form. They are usually circular in cross section with parallel-sided walls that are made by winding paper, or thin paperboard, on mandrels. The winding may be either spiral or straight. The paper, or thin paperboard, is usually unbleached kraft (brown) and the layers are adhesive bonded to provide stacking and handling strength.
The drum ends and closures can be based on fibre, metal or plastic depending on the product and distribution needs. The closure method can be by tape, metal lugs or locking metal bands and, depending on the closure, the top rim of the drum may be metal reinforced.
PE inserts or a fully laminated plastic interior with caulked bottom seals may be incorpo- rated. Again, depending on the product, functional barrier materials can be incorporated in the construction as well as special product release coatings.
Drums can be made strong enough to allow four high stacking. They can be made suitable to provide moisture protection in outside storage. Tapered drums and drums with square cross sections incorporating rounded corners can be made. A wide range of drum capacities are available, depending on the product and the method of distribution from small drums up to as high a capacity as 280 L (75 US gal or 62 Imperial gals). Drums can be printed by silk screen, labelled or ink jet printed.
Corrugated fibreboard packaging
This is by far the largest paper and paperboard based sector in terms of the tonnage used. This type of packaging is synonymous with packaging for transportation and storage.
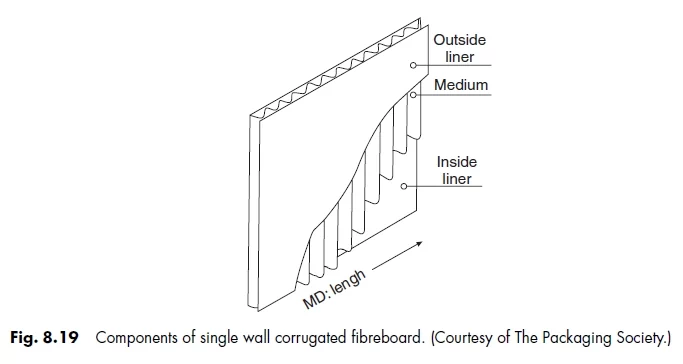
In the retail sector, boxes and trays made from corrugated fibreboard are used as secondary packaging. In the food packaging, they are used to pack multiple numbers, e.g. 6, 12, etc., of primary containers for storage and distribution. Corrugated fibreboard typically comprises three layers of paper-based material and this is known as single wall material (Fig. 8.19). There are two outer layers or liners separated by a corrugated inner ply known as fluting. The liner plies are glued to the tips of the fluting. The resulting material has high bending stiffness in relation to the weight, and high compression strength when made up in the shape of a box with glued or taped side seams and end panels. (Side seams and closures using metal staples are not normally permitted for food packaging applications.)
Double wall corrugated fibreboard comprising three liner and two fluting plies is produced but this degree of strength is not normally necessary for multiples of primary food packs.
Triple wall corrugated fibreboard is a thicker and, therefore, stronger material, and this is used with protective inner lining bags, usually made from PE film, for the bulk packaging of free flowing food products and ingredients.
The most common lining ply material is brown kraft liner. This may be unbleached virgin kraft liner, 100% recycled fibre, also known as test liner, or mixtures of both types of fibre, the colour is brown. Bleached, white, liner plies are possible with the use of bleached kraft, and mottled white/brown liners are based on mixtures of bleached and unbleached fibres. The weights range from 115 to 400 g/m2, though the typical values for food packaging are 125, 150, and 175 g/m2.
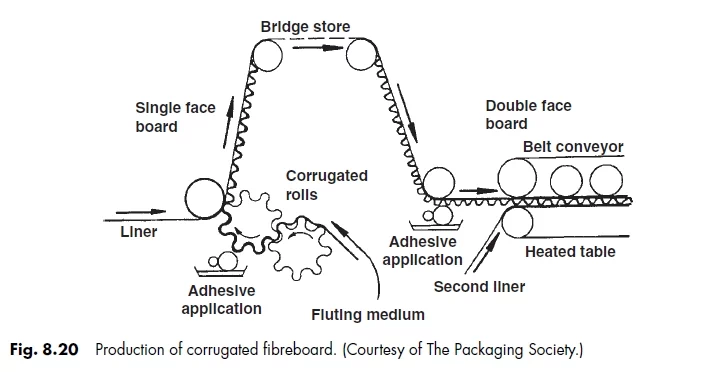
The fluting medium, also known as corrugating medium, may use any of several types of fibre, such as mechanical, chemical or recovered recycled fibre. Several grammages are available in the range (approximately) 90–220 g/m2. If mechanical fibre is used, it is usually of the semi- chemical type, i.e. mechanical pulp subjected to partial chemical treatment that increases the yield compared with chemical pulp but with strength characteristics that are higher than that of mechanical or recycled pulp of the same weight (grammage). The paper is conditioned with heat and steam, and pressed between large rolls, with a gear wheel-shaped surface, to produce the corrugation (Fig. 8.20).
Several standard flute configurations are available varying in the pitch height and number of corrugations per unit length, characterised by letters A (coarse), B (fine), C (medium) and E (finer than B). B-flute has a high flat crush resistance and is used for packing cans and bottles where the contents themselves contribute to the stacking strength. C-flute is used where the contents do not support the case because C-flute has a higher compression strength at the same board weight. It is also used for glass bottles where its higher flute height may provide more cushioning and higher puncture resistance. In addition to box compression, cushioning, flat crush resistance and puncture resistance, other performance features that have to be taken into consideration are print quality, efficiency of cutting and the scoring and bending characteristics. Printing is carried out either after corrugating or, where higher print quality is required, before corrugating. The latter is referred to as pre-print.
It is sometimes more appropriate for the packer to purchase an unprinted standard-sized case and print, or label, on demand. This approach may be applied where seasonally cropped fresh fruit and vegetables are being canned, and it is difficult to estimate the eventual size of the crop and, therefore, the number of printed cases required. If the estimate is above the eventual requirement, printed cases are left in stock until the next packing season occurs, and if underestimated there is a need for urgent deliveries of additional printed cases.
Box compression strength can be calculated from the weight of contents, stacking geometry, and atmospheric conditions of storage. The manufacturers of corrugated packaging have math- ematical models based on their standard materials, type of fluting, dimensions and weight of contents that can predict the compression strength of cases. Hence, it is possible to estimate the weight of material and type of fluting that should provide adequate compression strength after an appropriate safety factor has been taken into consideration.
The most common design of case used in the food industry is the RSC, regular slotted container. In this design, all the perimeter cutting, cutting of slots, which enable the flaps to fold neatly despite the thickness of the material, and the scoring or indenting to provide creasing and folding are carried out in straight lines in both MD and CD. Diecutting is necessary for special designs incorporating cutouts, curves and angles. Designs with these features are sometimes used in the food industry in conjunction with stretch or shrink wrapping to create more visual impact in cash-and-carry sales outlets.
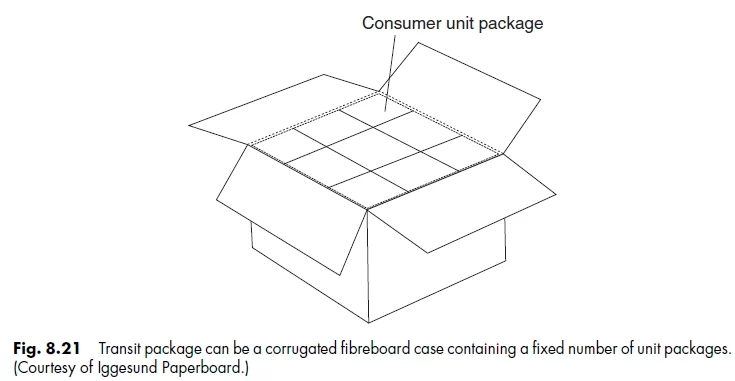
Consumer unit package
Retail-ready secondary packs are now designed to suit their use in distribution and which are still easily and efficiently converted to a supermarket shelf display unit, which makes the product easily visible and accessible to the customer whilst also being easily disposable.
Other designs of transit pack using corrugated fibreboard are typically the wrap around case erected on the packing line and the tray type packs of which there are many versions (Fig. 8.21). Some are, subsequently, stretch or shrink wrapped and some are erected around the primary packs to provide stacking strength and partial visability of the primary packs without any overwrapping plastic film.
Retail Ready Packaging is a term that describes secondary packaging that is designed to incorporate features that assist handling in distribution, efficient merchandising on self-service shelves in supermarket, help customers to see and access the products on the shelves as well as being easily disposable. The E flute corrugated boxes, F flute corrugated boxes, corrugated box printed inside and outside are very common in the retail packaging boxes.
Moulded pulp containers
The most common food packaging applications for moulded-pulp containers are the egg packs and the trays used for apples and other fresh produce.
Moulded pulp containers are made directly from a suspension of fibre in water, using a mould in the form of a screen through which water is removed.
Usually recovered mixed fibres are grey in colour. If a lighter colour is required, bleached pulp, which can also be recovered fibre, of an appropriate grade is used. If other colours are required the pulp can be dyed.
There are two main processes of manufacture. The pressure injection process uses hot air under pressure to form the container that is further heated to remove excess moisture and sterilise the pack. In the other process, vacuum is applied to remove water from the mould. This process has a higher residual moisture content that has to be reduced by drying but the surface is smoother making for an improved printing result, where the packs are printed. Labelling is an alternative to printing.
Labels
Labels in the context of food packaging comprise the labels that are applied to:
- primary packaging in the form of cans, bottles, jars, pots, tubs, cartons, corrugated fibreboard cases, fibre drums and moulded pulp containers
- transit packs (secondary packaging), such as cases and stretch/shrink wrapped packs
- palletised loads (tertiary packaging)
- the food product directly (promotional labels), e.g. fruit
Labels for food packaging identify, promote, inform, offer advice on the use of the products concerned and, where, for instance, a label is applied over a closure, provide security as a tamper evident feature.
Labels are characterised by their substrate, adhesion and method of application. The substrate may be paper, paperboard and laminates thereof to aluminium foil and plastic films. There is a wide choice of paper-based substrate depending on the appearance and finish required. The paper may be uncoated, on-machine white mineral pigment coated in matte, satin or gloss finishes, or cast-coated off-machine with white or coloured mineral pigment coatings. Where laminates to aluminium foil are used they are often embossed.
Labels may use any of the conventional print processes, the choice being influenced by the order quantity and finished appearance required. Digital printing is also used, as is ink jet printing, on the packing line. Varnishing is applied to provide protection, e.g. wet rub resistance, and gloss. Hot foil stamping is used to enhance appearance.
Dextrine adhesives are used with ungummed labels for the high-speed labelling of metal and glass containers. Processed food cans and beer in glass bottles may be labelled at speeds up to 80 000 per hour. This process is known as wet labelling. Hot melts are used with ungummed labels on plastic containers.
Ungummed labels are usually supplied stacked in small bundles already cut to the required dimensions and shape. Where labels are picked up, held or transferred by vacuum, it is essential that the substrate is not too porous to air.
Where the substrate is wetted as with dextrine adhesives, care in the choice of paper is necessary to ensure that an excessive amount of curl does not develop. When moisture is applied to paper it causes the fibres to swell more significantly in the CD and as more fibres tend to be oriented in the MD, the paper would tend to form a cylinder with its axis parallel to the MD – this type of curl is known as CD curl. It is necessary to use paper with a low MD/CD ratio, i.e. less MD orientation bias. As with all paper and board based packaging products, it is also important to ensure that flatness is maintained in printing, storage and end use at the packaging stage.
Some ungummed labels are applied to packaging without the use of adhesives, such as those tied on tags, and labels slipped on to the necks of bottles or otherwise clipped in place. These labels are often used with luxury food products, confectionery and drinks.
Labels supplied on reels with the adhesive already in place are referred to as being self-adhesive or pressure sensitive. As the adhesive is tacky, the label stock is combined with a backing or carrier web during manufacture. The backing web comprises either glassine or bleached kraft with a siliconised surface in contact with the adhesive. The label profile is cut on the backing web; this requires a very precise control of the cutting process, since whilst the label perimeter must be cleanly cut the backing web must remain undamaged. At the point of application the label leaves the backing web, and the skeletal waste label stock and the carrier web are reeled up.
In terms of packing line speeds, self adhesive labels can be used over a very wide range from semi-automatic manually assisted lines running up to 30 units per minute to automatic lines that can be designed to run at speeds from 60 to 600 per minute. Another advantage of these labels is that changing over from one label to another on the packing line is easy.
The adhesive coating on self adhesive labels must be chosen to meet functional needs, such as whether the label is to be permanent or removable, and whether there are extremes of temperature involved, e.g. frozen food storage.
Paper or paperboard in-mould labels are associated with plastic packs where the label is inserted into the tooling of an injection moulding, blow moulding or thermoforming. In-mould labels require a heat sealable coating on the reverse side, which is compatible with the plastic being used for the container so that the label fuses with the container during the forming process. There are several advantages possible with in-mould labelling. Firstly, a high quality printed image can be achieved more cost effectively than can be achieved by direct printing on round straight sided, tapered or otherwise-shaped containers. Secondly, where the product requires high barrier properties, labels based on laminates of paper or paperboard to aluminium foil can give the required protection. Thirdly, with some designs of in-mould labelled container the weight of plastic used can be reduced whilst maintaining product protection and container compression strength.
A printed thin paperboard label may be side seam glued so that it is tightly applied to a tapered plastic pot in such a way that after use the label and plastic components can be easily segregated for recycling (Sandherr K3 tub from Greiner Packaging).
Heat transfer labelling, e.g. by the Dennison Therimage process, is based on a paper carrier web with a wax coating on one side. The image is reverse printed on the wax coating, which is then coated with a heat sensitive adhesive. At the point of application to a plastic container the image is transferred from the paper carrier web by heat and pressure.
In recent years, there have been significant developments in smart, intelligent or chip-based labels that are being used for identification, traceability, track and trace and smart logistics applications. Many of these applications use RFID (radio frequency identification) technology. Data is stored on an RFID tag that carries data programmed into a small computer chip that operates at a wide range of frequencies activated from an RFID reader. The tag using a label can be applied to pallets, cases of unit packs and unit packs themselves. It is not always necessary to use a label. Pills have had an RFID edible tag applied. The data most frequently stored concerns supply chain information and control but it can also involve other smart uses, such as data concerning the use of a pharmaceutical product.
Sealing tapes
Sealing tapes are narrow width reels comprising a substrate and a sealing medium that can be dispensed and used to close and seal corrugated fibreboard cases, fibre drums, rigid boxes and folding cartons. Sealing tapes are also used to make the side seam manufacturers join on corrugated fibreboard cases and tape the corners of rigid boxes, thereby erecting or making-up corner stayed boxes.
A traditional and commonly used substrate is hard-sized kraft paper, both unbleached (brown) and bleached (white). Where higher strength is required the kraft is reinforced with glass fibre, and up to four progressively stronger specifications are typically available from some suppliers.
Reel widths start at 24 mm, though 50 mm width tape would be a typical width to seal the flaps of an average sized corrugated fibreboard case.
In the case of gummed tape, adhesion is achieved by coating the kraft paper with a modified starch adhesive; animal glue has largely been superseded. The adhesive is then dried and the reels are slit to size. In subsequent use, the adhesive is automatically, and evenly, reactivated by water in a tape dispenser. Tape dispensers that can cut pre-set lengths for specific taping specifications are available.
The advantage of gummed paper tape is that it is permanent and provides evidence of tampering, it can be applied to a dusty pack surface without loss of adhesion, is not affected by extremes of heat and cold and does not deteriorate with time. Pressure sensitive tapes, on the other hand, are used on all types of packaging from paper and paperboard to metal, glass and plastic containers. Pressure sensitive adhesive can be applied to several types of substrate, including moisture resistant kraft paper that is coated on the other side with silicone to facilitate dispensing from the reel.
Heat fix tapes are based on kraft paper where the adhesive is applied as a thermoplastic emulsion that is subsequently reactivated by heat and applied to the sealing surface by pressure. Sealing tapes are used plain, preprinted or printed at the point of application.
Cushioning materials
Paper-based cushioning comprises:
- shredded paper used as a loose fill packing – this is a good use for clean recovered paper – not widely used in food packaging
- interlocking dividers used to separate, for example, bottles in a case
- corrugated fitments made up of one or several layers of corrugated fibreboard cut to special profiles to support, locate and protect vulnerable profiles of items. Not specifically used in food packaging but widely used in products associated with the cooking and storage of food
- moulded pulp applications (already mentioned under Section 8.8.11 above for eggs and apples)
Cap liners (wads) and diaphragms
There are a number of ways of ensuring a good seal when a lid is applied to a jar, bottle or similar rigid container:
- pulpboard disk: The simplest type of cap liner is a pulpboard disk made from mechanical pulp fitted inside a plastic cap. This cap liner or wad has to be compressible and inert with respect to the contents of the container. This liner could be faced with aluminium foil or PE where the nature of the contents require separation from direct contact with the pulpboard
- induction sealed disk: The disk comprises pulpboard/wax/alumium foil/heat seal coating or lacquer. The cap with the disk in place is applied to the container and secured. It then passes under an induction heating coil. This heats the aluminium foil, which causes the wax to melt and become absorbed in the pulpboard. It also activates the heat seal coating and seals the aluminium foil to the perimeter of the container. When the consumer removes the cap the adhesion between the pulpboard and the aluminium foil breaks leaving the foil attached to the container. This seal therefore provides product protection and tamper evidence. Where subsequent contact between the contents and the pulpboard is undesirable, the pulpboard is permanently bonded to the aluminium foil. (A simpler version dispenses with the wax and replaces the pulpboard with paper.)
SYSTEMS
There are many examples today of a total systems concept involving one packaging company acting in partnership with the food manufacturer in an integrated system from the point of packing and processing to the point of sale.
Paper and paperboard based packaging systems for food products implies consideration of:
- the functional needs of packaged preserved foods
- how these needs are met by paper- and paperboard-based materials and the packaging made from such materials
- packaging machinery
- integration of food processing with packaging, storage and distribution
One of the best examples of this type of packaging system is the aseptic packaging of milk and juice products in paperboard-based liquid packaging.
The term packaging system may also be used in a more limited way where a packaging material supplier, working in partnership with a product manufacturer, supplies packaging material, leases the packaging machinery and takes responsibility for technical support and maintenance of the machinery.
ENVIRONMENTAL PROFILE
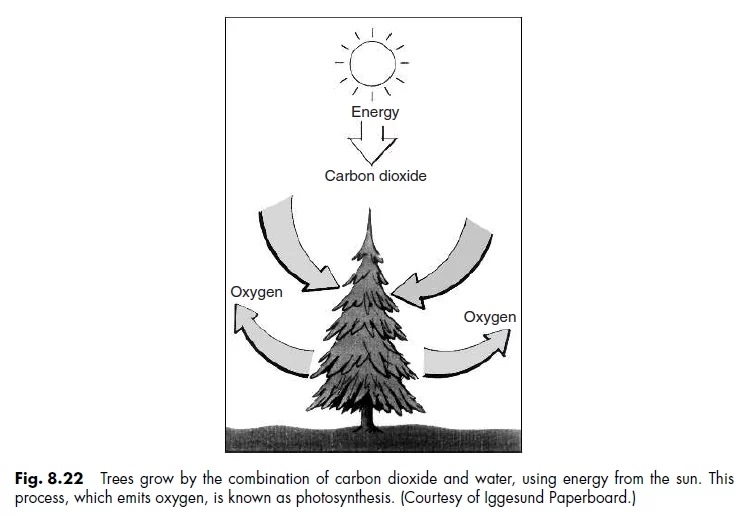
Paperboard has a low environmental impact in that the main raw material, wood, is naturally sustainable (Fig. 8.22). Wood is derived from trees, and in order to grow naturally trees need:
- sun (energy)
- soil
- water
- air (carbon dioxide)
Wood is derived from forests. Forests are essential for the well-being of the world environment by:
- reversing the greenhouse effect (by absorbing carbon dioxide)
- stabilising climate and water levels
- preventing soil erosion
- storing solar energy
The commercial use of wood for paper and board needs is met by sustainable forest man- agement, which:
- ensures replenishment of trees
- provides habitats for animals, plants and insects
- promotes biodiversity
- protects watercourses
- preserves landscape
- maintains rural employment
- creates recreation facilities
Forest management today meets commercial, social and environmental needs, and forests can be independently audited and certificated for environmental performance. Certification was introduced by the Forest Stewardship Council (FSC), and other schemes were subsequently set up, such as the Program for the Endorsement of Forest Certification (PEFC), to meet specific regional forest needs (Cepi, 2008a).
There is understandable public concern at the loss of forests worldwide. It is however important to differentiate between sustainable commercial forestry undertaken by the paper industry and the clearing of forests in the less well developed parts of the world, mainly in the southern hemisphere, where this is done to meet the needs of land hunger and where wood is the only source of fuel. The forest area in the northern hemisphere is increasing annually and the amount of wood cut is exceeded by the amount of new growth in existing trees. In the southern hemisphere there is an increase in the new plantation forest areas. Over 50% of wood cut annually worldwide is used for fuel and a large amount is used for construction.
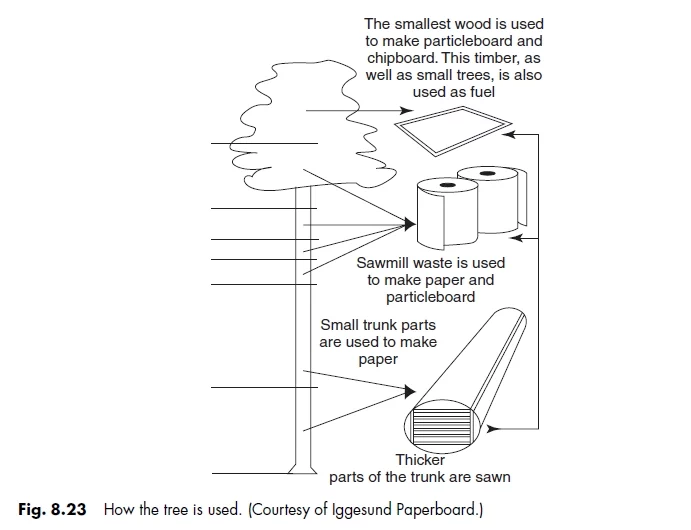
The paper and board industry uses 10% of the wood harvested annually. It uses thinnings, the tops of large trees and saw mill waste, i.e. materials that otherwise would become waste (Fig. 8.23). Commercial forestry for the paper industry is leading to an increase in both the land area devoted to forestry and the volume of wood growing in those forests.
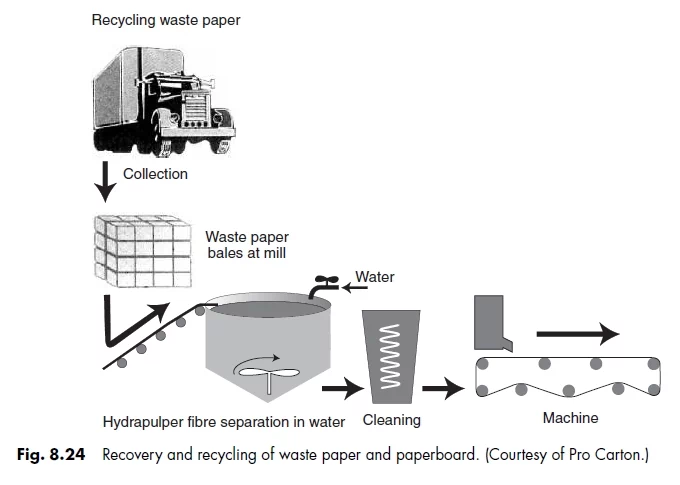
A major advantage of paper and paperboard is that it can be recycled as fibre and used to make new paper and paperboard materials (Fig. 8.24). As a result, 50% of the world’s fibres for paper making are provided by recovered paper and paperboard products. Pulp recovery from waste paper and board is an example of material recycling and between 40 and 60% of paper and board is recovered in Europe and North America. Commercial and industrial waste paper is relatively easy to collect and systems have been in place for 100 years or so where the driving force was based on commercial viability. In recent times, attention has been focussed on domestic or post-consumer waste. Systems are being developed to segregate and recover more paper and board from this source.
Packaging accounted for 41% of all paper and board consumption in Europe in 2008 (CEPI, 2008b). Many paper and paperboard packaging products are based on recovered paper and board. The infrastructure for recovery is based on merchants and a categorisation of the various types of waste paper and board. Prices of the various grades depend on the fibre quality and the market forces of supply and demand. A quality described as ‘clean white shavings arising from mills or printers trimmings’ is in quality terms almost as good as virgin pulp and is high priced. Mixed unsorted waste has the lowest price.
Pulp is a worldwide commodity and a mix of recycled and virgin pulp is necessary to meet the overall needs of the market in terms of quality and quantity. Paper consumption is rising in the Far East, especially in China, and much of this demand is being met with recovered fibre. However, 100% recovery and reuse is impossible. This is because some grades by nature of their use cannot be recovered and the fact that multiple recycling causes fibre quality and quantity to deteriorate. Hence, there is an ongoing need to provide new virgin fibre.
Energy is another major resource. Pulp made by the chemical separation of fibres, and paper and paperboard mills integrated with such pulping use biomass energy, i.e. the non-cellulose components of wood are used as fuel.
Pulp derived from wood by mechanical means and from recovered waste paper and paper- board does use fossil fuel but in the past 10 years significant increases in efficiency have been achieved by the use of combined heat and power plants. A number of mills with access to biofuels, such as wastes from forestry, have switched from the use of fossil fuels to biofuels thereby emphasising the sustainable nature of their energy use.
Other environmental aspects are:
- bleaching (pulp mill effluents were considered harmful): The problem was due to the use of chlorine gas (elemental chlorine). This process has been replaced and today the by-products are harmless
- use of water and subsequent contamination of water courses by paper and board mill effluent:
Such effluent was a cause of concern in the past because it reduced biological oxygen and hence affected marine life. This has been tackled by effluent treatment within mills so that water emissions are not harmful in this way
- overall water consumption: More water is now recycled within the mill. Some pulp mills today have no water emissions
- paper-based packaging is said to be a waste of resources: It is necessary today to be able to demonstrate that the amount of packaging used is not excessive and that it is commensurate with the protection needs of the product thereby preventing product wastage
- where paper and paperboard materials are not suitable for material recycling they can still be useful as a source of energy, i.e. incineration with energy recovery, or compost
Overall paper and board is a naturally renewable (sustainable) product that does not pollute the environment in the course of manufacture and use. It is recyclable as material, energy or compost and, if none of these processes is practical, it is biodegradable. The EU has funded a research project (SustainPack) concerning fibre-based sustainable packaging involving 35 partners from packaging research associations, universities and indus- try. This work examined many aspects of fibre-based packaging linked with other technologies, such as nanotechnology and the incorporation of tagging, such as that using chip-based ra- dio frequency identification (RFID). The work examined packaging users needs for freshness indication, article surveillance, printed electronics and many other features (SustainPack, 2008).
CARBON FOOTPRINT
The paper and paperboard industry is well placed to help in combating climate change resulting from an increase in greenhouse gases in the atmosphere. The total carbon dioxide emission, together with the carbon dioxide equivalents of other greenhouse gases associated with a product, process or service is known as its carbon footprint. This is calculated by studying the emissions at each stage in the life cycle of the product, process or service.
There are Life Cycle ISO Standards for Life Cycle studies. However, the setting of the boundaries for the life cycle studies is discretionary. Whilst a particular process may be examined to investigate possible improvements in emissions reduction, there is also a current trend for the carbon footprints of different products to be compared, and this requires conformity of approach for comparisons of the data to be meaningful.
In Europe CEPI (Confederation of the European Paper Industry) has developed a common framework that enables its members to calculate carbon footprints. The framework defines the various sources of carbon dioxide and carbon dioxide equivalents to be investigated, and they should be calculated. Companies and industry sectors are able to include other elements that address their needs whilst ensuring that the information is transparent and well presented to paper and paperboard users (CEPI, 2007).
The ten considerations, referred to as the ‘toes’ of the carbon footprint discussed in the CEPI Report are discussed below.
Carbon sequestration in forests
As we have seen trees grow by removing carbon dioxide from the atmosphere. Trees grow in forests and fulfil a number of commercial, environmental and community needs.
The demand for wood in Europe has ensured that forest area is high and is increasing. The volume of new wood grown per year has exceeded the volume harvested by 27% in the period 1990–2004. The industry therefore stimulates carbon dioxide retention in the forests.
The biomass carbon in the wood harvested for paper and paperboard can be calculated. A lot of this energy is, depending on the pulping process, used during manufacture and the carbon returned to the atmosphere. The rest is bound in the product but ultimately at the end of life in either landfill or energy-from-waste it is also returned to atmosphere.
Quantitatively, therefore, bioenergy carbon has a low or even zero emissions effect for some products in the footprint calculation. It is, however, of considerable importance qualitatively for the stimulus it provides for environmentally sound forest management, for sustainability in wood availability, societal support for forest communities and to encourage the use of wood in
other areas where otherwise products of a higher carbon footprint, such as fossil fuels, alternative building materials and alternative packaging materials would have to be used.
Carbon stored in forest products
The extent of time during which carbon storage in paper and paperboard is retained is dependant on the product. Forest product wood used in buildings last for a very long time – also products used in legal documents, libraries, galleries and museums.
With packaging the lifespan is much less. Some 40% of paper and paperboard produced is used in packaging. In the main and, particularly with food and beverage packaging, the pack is disposed of after use when it is either recovered for recycling or disposed of in landfill or in an energy-from-waste facility. When recycled the bioenergy in the fibre is retained, when used to produce energy it replaces the use of energy from another source, which may well be fossil-based. In landfill, the bioenergy emissions of methane occur, though there are installations that collect and use landfill methane for energy.
Greenhouse gas emissions from forest product manufacturing facilities
Manufacturing occurs in pulp mills, paper and paperboard mills and the facilities used to print and convert these products into packaging. The greenhouse gas emissions we are concerned with are those arising from the use of fossil fuels and not those from biofuel or as it is also called, biomass. Pulp mills and pulp mills operating alongside paper and paperboard mills where the cellulose fibres are separated chemically use little or no fossil fuel as most of the energy required is bioenergy derived from the non-cellulose components of the wood. Mills separating fibres by mechanical means use electricity though this may be made using biomass energy.
Greenhouse gas emissions associated with producing fibre
These emissions include those from harvesting wood and forest management and those from the collection, sorting and processing of recovered waste paper and paperboard.
Greenhouse gas emissions associated with producing other raw materials/fuels
These emissions are those concerned with the manufacture of chemicals and other additives in paper, paperboard and packaging manufacture and in the manufacture of the fuel that is used. They also include emissions involved with the electricity purchased for the manufacture of the chemicals and additives.
Greenhouse gas emissions associated with purchased electricity, steam and heat, and hot and cold water
These emissions are from purchased electricity, steam and heat used to manufacture paper, paperboard and packaging.
Transport-related greenhouse gas emissions
These emissions are from all the forms of transport used from taking wood to the pulp mill or chipping plant to the transport of waste at the end-of-life.
Emissions associated with product use
These are usually zero for forest products.
Emissions associated with product end-of-life
These are mainly those from anaerobic decomposition of forest products in landfill. They do not include biogenic energy emission released in an energy-from-waste plant.
Avoided emissions and offsets
This category is optional and its use in emission balance sheets is controversial since it involves the calculation of emissions that are avoided by the use of forest products. An example is when a mill exports electricity from biomass where if this did not occur the electricity would have had to be made by using fossil fuel. Another would be to calculate the emission avoided if mill bark waste is used on farmland where if it were not used a chemical fertilizer based on fossil fuel would have had to be used. It is, therefore, important that the assumptions and methods used to calculate avoided emissions are transparent and explainable to those interested.
REFERENCES
Ahlstrom (2009) Press release from Ahlstrom Dated 18 May 2009 Biodegradable Solution for Infusion Products (Tea and Coffee). Available from: http://www.ahlstrom.com.
CEPI (Confederation of European Paper Industries) (2007) Carbon Footprints for Paper and Board Products, September 2007, B-1050 Brussels. Available from: http://www.cepi.org.
CEPI (Confederation of European Paper Industries) (2008a) Issue Sheet ‘Certification of Sustainable Forest Management’, February. 2008, B-1050 Brussels. Available from: http://www.cepi.org.
CEPI (Confederation of European Paper Industries) (2008b) Key Statistics 2008 European Pulp and Paper Industry, B-1050 Brussels. Available from: http://www.cepi.org.
Hills, R.L. (1988) Papermaking in Britain 1488–1988. The Athlone Press, London, UK and Atlantic Highlands, New Jersey, USA. p. 49.
Packaging News (2008) Iggesund Launches Bioplastic Coated Invercote, December 2008. Available from: http://www.packagingnews.co.uk.
SustainPack (2008) Final Report on SustainPack Issued, 04 September 2008. Available from: http://www. sustainpack.com.
FURTHER READING
Emblem, A. and Emblem, H. (1996) Fundamentals of Packaging Technology by Walter Soroka, revised UK edn.
The Institute of Packaging, ISBN 0 9464 6700 5.
Paperboard Reference Manual. (1993) Iggesund Paperboard AB.
The Carton Packaging Fact File. Pro Carton UK.
Paine, F.A. (1990) The Packaging User’s Handbook, revised edn. Blackie and Son Ltd. under the authority of The Institute of Packaging, ISBN 0 216 92975 X.
WEBSITES
International Council of Forest and Paper Associations, www.icfpa.org. American Forest and Paper Association, www.afandpa.org.
Confederation of European Paper Industries, www.cepi.org. Paper Federation of Great Britain, www.paper.org.
Websites of the leading manufacturers of papers and paperboards.